In the recent months, Thormac has been contacted by KYDEX Thermoplastics, with the aim to create a partnership to help test and develop their new injection mouldable compound KYDEX® 6565IM.
The Challenge
The aim of this project was to:
- Select a tool that was suitable for KYDEX® 6565IM
- Select a machine capable of processing KYDEX® 6565IM
- Demonstrate that Thormac could successfully process 6565IM and provide feedback to KYDEX

The Solution
The results of the case study were:
- Thormac selected and modified a suitable tool in house
- Thormac ensured that the tooling modifications met the tolerances required for processing KYDEX® using Autodesk Moldflow Advisor Ultimate
- Thormac used its new FANUC S-100iA all electric moulding machine, to achieve the precision required to process KYDEX
- Thormac successfully manufactured parts from KYDEX® 6565IM and provided feedback to KYDEX on our discoveries


Tooling Guidelines
TOOLMATERIAL
420 type stainless steel or chrome treated core and cavity
DRAFTANGLES
0.5° minimum on texture less tooling Draft angle for textured tooling will be dependent on the texture specifications
TOLERANCES
Mould shrinkage for KYDEX® is between 0.25 – 0.45%
Meaning KYDEX® 6565IM is ideal for high precision parts
Material Processing
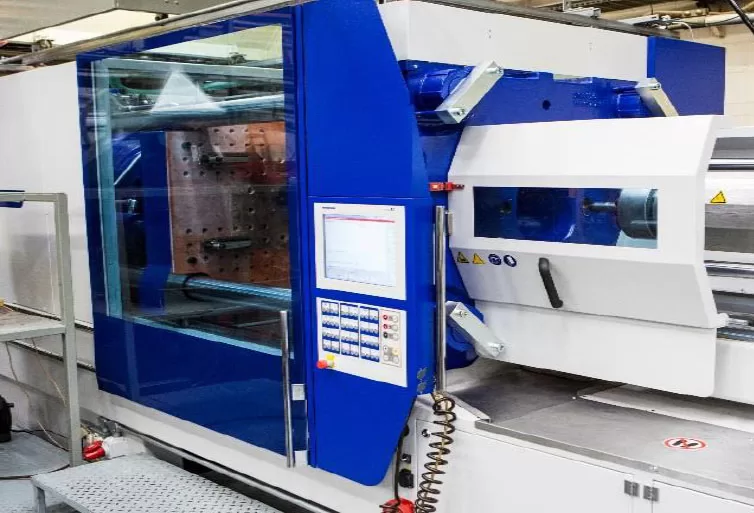
Thormac chose its new FANUC S-100iA all electric moulding machine as the machine to conduct our trials of KYDEX® 6565IM.
The reason for this is, KYDEX® 6565IM has very strict and tight tolerances in regard to temperature control, injection pressure and speed requirements, clamp tonnage, and screw speed control, due to being a heat and shear sensitive material. With the CNC precision the FANUC provided this helped Thormac maintain perfect consistency shot-to-shot.
The melt temperature required to process KYDEX® 6565IM is 170-190°. With the ceramic heater bands on the FANUC, we processed it safely and easily with precise barrel temperature control. Due to these tight temperature requirements the maximum residence time possible before degradation is 5 minutes, therefore the shot also needed to be a minimum of 30% of the barrel’s capacity.
Required injection pressure is 1000bar our machine has 1900bar available. Due to the shear sensitive nature of the material we only needed to use about 55mm/s injection speed for the trial.
The machine is equipped with automatic clamp force detection so it automatically adjusts the clamp force in relation to injection/cavity pressure.
KYDEX® 6565IM requires a slow screw rotation speed of between 40-80rpm as the polymer is extremely shear sensitive so we set this as low as possible to refill just before cooling time was complete.
Due to the shear sensitive nature of the polymer, we maintained backpressure to a maximum of between 3-5bar.
KYDEX® 6565IM requires mould temperatures of between 20-38° so we used two water TCU units to maintain a constant temperature of 30° on both halves of the tool. To stop the tool from overheating while processing this shear sensitive polymer.
Nozzle temperature control is critical when processing so we used a thermocouple regulated stainless steel heater-band.